


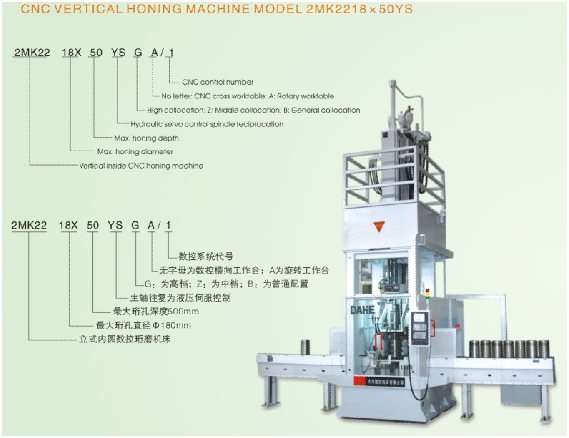
2MK2218×50YS立式高檔數(shù)控珩磨機
2MK2218×50YS立式高檔數(shù)控珩磨機是大河數(shù)控機床公司開發(fā)的新一代五軸數(shù)控珩磨機床機床整體采用模塊化設(shè)計,可適用于各種發(fā)動機缸體孔、曲軸孔、缸套孔、液壓閥體孔、活塞環(huán)孔、壓縮機以及其他類型的通孔和盲孔的精密加工。本機床既能單機使用,又能并入到各類零件的自動生產(chǎn)線使用,是珩磨加工的理想設(shè)備。本產(chǎn)品的關(guān)鍵零部件、液壓系統(tǒng)、測量系統(tǒng)及數(shù)控系統(tǒng)均實現(xiàn)了國產(chǎn)化,其整機的穩(wěn)定性、可靠性等綜合指標均達到了國內(nèi)外發(fā)動機缸套、缸套珩磨加工質(zhì)量要求。是替代進口珩磨機床的國產(chǎn)關(guān)鍵設(shè)備。
2MK2218×50YS立式高檔數(shù)控珩磨機的主要特點
1)數(shù)控系統(tǒng)及進給控制
本機床采用廣州數(shù)控為我公司研發(fā)的專用珩磨數(shù)控控制系統(tǒng)。該數(shù)控系統(tǒng)有五個輸出軸。第一軸控制主軸往復(fù)運動,其原理為伺服電機驅(qū)動伺服液壓閥,實現(xiàn)往復(fù)運動的高速度及高加速度,以及位置精度的控制。并可實現(xiàn)精確的短行程修磨(機床短行程由專用珩磨數(shù)控控制系統(tǒng)控制,由伺服電機驅(qū)動伺服液壓閥。可在缸孔任何位置設(shè)定實現(xiàn)非常精確的短行程修磨。);第二軸由伺服電機控制機床主軸旋轉(zhuǎn),主軸可實現(xiàn)無極調(diào)速,和第一軸聯(lián)動可實現(xiàn)任意缸孔的網(wǎng)紋夾角;第三軸用于控制數(shù)控工作臺,實現(xiàn)工作臺精確的位置控制。第四、第五輸出軸分別控制數(shù)字伺服比例閥實現(xiàn)進給油缸粗、精珩磨壓力精確控制。

2)主要功能部件
(1)主軸旋轉(zhuǎn)機構(gòu)
主軸旋轉(zhuǎn)伺服電機(廣州數(shù)控型號ZJY208-11BM-B3(Y1),額定功率11KW,額定轉(zhuǎn)速1500rpm),通過減速機減速后輸出 ,再經(jīng)過三排鏈再一次減速后傳給主軸套,主軸套轉(zhuǎn)動通過對鍵帶動主軸旋轉(zhuǎn),實現(xiàn)主軸的旋轉(zhuǎn)運動。
主軸內(nèi)的兩個頂桿用于傳遞珩磨頭漲出的進給運動設(shè)置的,內(nèi)(細)頂桿用于粗珩進給,外(粗)頂桿用于精珩進給。
(2)主軸往復(fù)機構(gòu)
主軸往復(fù)機構(gòu)為我公司專利機構(gòu),是伺服電機與液壓伺服閥的組合機構(gòu),利用伺服電機的控制特性,配合液壓伺服閥的跟隨性組成了主軸往復(fù)機構(gòu),此機構(gòu)可通過伺服系統(tǒng)的程序控制主軸往復(fù)的速度與位置,達到精確控制的目的.使主軸具有較高的換向加速度。
本機床采用廣州數(shù)控GSK980HC珩磨專用數(shù)控系統(tǒng),往復(fù)伺服電機、液壓伺服閥、往復(fù)油缸構(gòu)成了我廠專有的液壓伺服往復(fù)隨動系統(tǒng)。活塞桿的密封由V型橡膠密封圈組件來實現(xiàn).
(3)進給機構(gòu)
進給機構(gòu)為粗精兩級液壓進給機構(gòu),上部為粗進給油缸,缸徑25mm;下部為精進給油缸.通過電磁閥的切換可實現(xiàn)粗精進給的單獨控制.進給機構(gòu)的上部與主軸往復(fù)機構(gòu)連接,下部與主軸連接.
(4)液壓系統(tǒng)
電機驅(qū)動柱塞變量泵為液壓系統(tǒng)提供動力,注意:首次(或停機較長時間再次使用機床)啟動液壓泵時,需從泵的泄油口向泵內(nèi)注入潔凈的液壓油后,再啟動液壓泵。
【1】機床主軸往復(fù)運動:油泵電機5.5KW/1470r/min,油泵額定壓力5.5MPa,額定流量38mL/r;主軸往復(fù)運動控制閥塊安裝在機床頂部靠近油缸的位置,D1閥得電,液壓鎖打開,為主軸的往復(fù)運動做好了準備,在伺服電機的控制下,液壓伺服閥驅(qū)動油缸活塞的速度與位置實現(xiàn)主軸的往復(fù)運動。
【2】進給運動:油泵電機2.2KW1450r/min /,油泵額定壓力5MPa,額定流量16mL/r;進給運動控制閥塊安裝在機床頂部靠近進給油缸的位置。
本系統(tǒng)為多級壓力液壓伺服系統(tǒng),可按照珩磨工藝的需要,實現(xiàn)多級進給壓力的隨意設(shè)定,以達到珩磨表面質(zhì)量的要求。
(5)測量系統(tǒng)
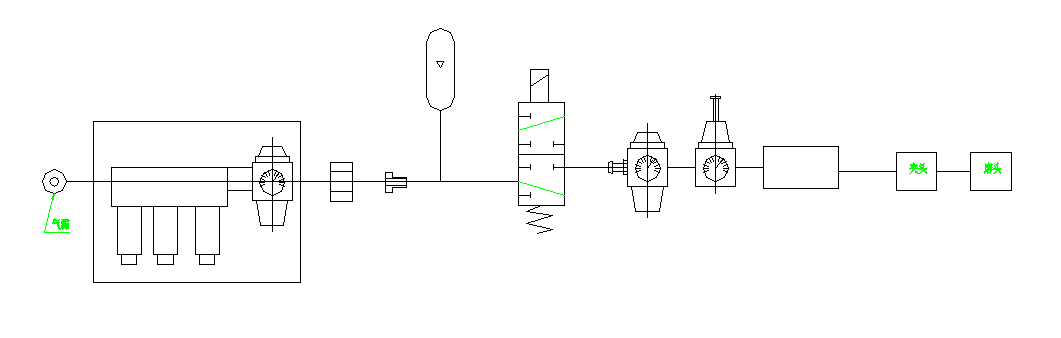
本機床配備氣動自動測量系統(tǒng),在珩磨加工過程中,自動測量儀動態(tài)跟蹤被加工工件孔的尺寸變化,達到設(shè)定加工尺寸后,自動終止珩磨加工。
自動測量珩磨頭、自動測量儀、旋轉(zhuǎn)密封機構(gòu)、壓縮空氣過濾穩(wěn)壓元件組成本機床的自測系統(tǒng)。自動測量儀部分的調(diào)整及使用注意事項,請詳細閱讀由量儀生產(chǎn)廠提供的自動測量儀使用說明書,為更有效的使用本機床自測系統(tǒng),請用戶注意以下幾點:
【1】氣源壓力不得低于0.4Mp(觀察安裝在機床底座右下部的過濾減壓閥表顯壓力值)。
【2】及時排放過濾元件中積存的水份等雜質(zhì)。
【3】自測系統(tǒng)中各管接頭處不得漏氣。
【4】旋轉(zhuǎn)密封機構(gòu)不得漏氣、漏油。
【5】隨機抽檢被加工件,發(fā)現(xiàn)尺寸漂移可調(diào)整量儀上的補償旋鈕進行補償,發(fā)現(xiàn)異常應(yīng)停機檢查,直至故障排除。
【6】每一規(guī)格的自動測量珩磨頭,僅適用很小的孔徑加工范圍(超出加工規(guī)格將影響測量精度),注意珩磨頭護板、氣測噴嘴磨損后,應(yīng)及時與制造廠家聯(lián)系,進行修復(fù)。
(6)潤滑系統(tǒng)

本機床潤滑泵為AMO-Ⅳ-150S/160B Ⅱ P M,
(7)珩磨頭及連桿
珩磨頭通過連桿與主軸相接,粗、精珩在一體的珩磨頭稱雙進給珩磨頭,根據(jù)珩孔直徑的大小,雙進給珩磨頭粗、精珩砂條座的數(shù)量有不同的組合。珩磨砂條的選用,應(yīng)根據(jù)被加工件的材質(zhì)、硬度、珩磨余量及表面粗糙度要求等具體情況來進行,建議優(yōu)先選用超硬磨料的砂條(人造金剛石或立方氮化硼)。
2MK2218×50YS立式高檔數(shù)控珩磨機的主要技術(shù)參數(shù)
一、珩磨工具的選擇
根據(jù)用戶的不同零件的加工要求,選擇相應(yīng)的珩磨工具。
對于工件的珩磨加工零件的加工在珩磨過程中完成。
二、加工缸體的工藝參數(shù)

根據(jù)貴公司的加工工件的要求,選用以下工具
(1)珩磨頭
根據(jù)實際情況選用珩磨頭工具:型號:DHMT珩磨頭來滿足孔的加工;

(2)珩磨油石:
為了達到零件表面要求,選用金剛石油石進行珩磨,油石的正確選用是達到零件網(wǎng)紋的根本。
三、大河數(shù)控2MK2218×50YS立式高檔數(shù)控珩磨機幾大優(yōu)勢
①在國際國內(nèi)同行業(yè)中首先實現(xiàn)用數(shù)控系統(tǒng)控制的五軸數(shù)控機床,原始創(chuàng)新?lián)碛卸囗棸l(fā)明專利,擁有完全的自主知識產(chǎn)權(quán);
②由于機床的主軸往復(fù)、旋轉(zhuǎn)、工作臺的移動(或旋轉(zhuǎn)),珩磨頭粗、精漲壓力都實現(xiàn)了數(shù)控控制,使機床具備自動測量,自動短行程修珩,通過更改參數(shù)的試驗調(diào)整,可確保實現(xiàn)更高的珩磨精度;
③相比國外同產(chǎn)品,由于采用數(shù)控系統(tǒng)控制,電液分離,使機床操作和編程更簡單,維修更方便;
④相比國外同類產(chǎn)品,由于采用機械伺服主運動控制方式,液壓系統(tǒng)的抗污染能力強,可靠性高。運行使用成本低;
⑤自動化生產(chǎn)程度高,可方便實現(xiàn)生產(chǎn)線的連接和通訊;
⑥周到細致的技術(shù)服務(wù)支持,以及及時的售后服務(wù)。
希望能夠通過介紹,引進先進的制造加工工藝給貴司,我們將為貴司提供不間斷的技術(shù)支持。
1011061863@qq.com






