


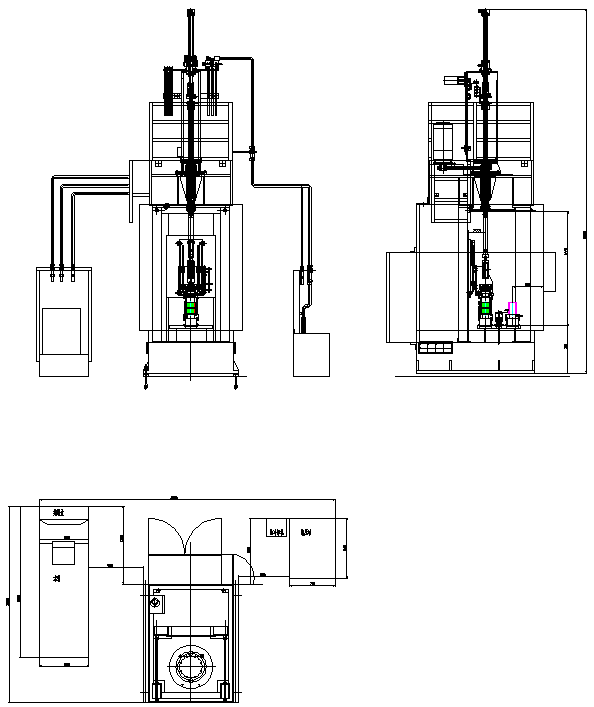
2MK2225×70YSB立式數(shù)控珩磨機(jī)
2MK2225×70YSB立式數(shù)控珩磨機(jī)是大河數(shù)控機(jī)床公司開發(fā)的新一代三軸數(shù)控珩磨機(jī)床,機(jī)床整體采用模塊化設(shè)計(jì),可適用于各種發(fā)動(dòng)機(jī)缸體孔、曲軸孔、機(jī)床尾座、缸套孔、液壓閥體孔、活塞環(huán)孔、壓縮機(jī)以及其他類型的通孔和盲孔的精密加工。本機(jī)床既能單機(jī)使用,又能并入到各類零件的自動(dòng)生產(chǎn)線使用,是珩磨加工的理想設(shè)備。本產(chǎn)品的關(guān)鍵零部件、液壓系統(tǒng)、測(cè)量系統(tǒng)及數(shù)控系統(tǒng)均實(shí)現(xiàn)了國產(chǎn)化,其整機(jī)的穩(wěn)定性、可靠性等綜合指標(biāo)均達(dá)到了國內(nèi)外發(fā)動(dòng)機(jī)缸套、缸套珩磨加工質(zhì)量要求。是替代進(jìn)口珩磨機(jī)床的國產(chǎn)關(guān)鍵設(shè)備。
一、2MK2225×70YSB立式數(shù)控珩磨機(jī)的主要特點(diǎn)
1)數(shù)控系統(tǒng)及進(jìn)給控制
本機(jī)床采用廣州數(shù)控為我公司研發(fā)的專用珩磨數(shù)控控制系統(tǒng)。該數(shù)控系統(tǒng)有三個(gè)輸出軸。第一軸控制主軸往復(fù)運(yùn)動(dòng),其原理為伺服電機(jī)驅(qū)動(dòng)伺服液壓閥,實(shí)現(xiàn)往復(fù)運(yùn)動(dòng)的高速度及高加速度,以及位置精度的控制。并可實(shí)現(xiàn)精確的短行程修磨(機(jī)床短行程由專用珩磨數(shù)控控制系統(tǒng)控制,由伺服電機(jī)驅(qū)動(dòng)伺服液壓閥。可在缸孔任何位置設(shè)定實(shí)現(xiàn)非常精確的短行程修磨。);第二軸由伺服電機(jī)控制機(jī)床主軸旋轉(zhuǎn),主軸可實(shí)現(xiàn)無極調(diào)速,和第一軸聯(lián)動(dòng)可實(shí)現(xiàn)任意缸孔的網(wǎng)紋夾角;第三軸用于控制數(shù)控工作臺(tái),實(shí)現(xiàn)工作臺(tái)精確的位置控制。
2)主要功能部件
(1)主軸旋轉(zhuǎn)機(jī)構(gòu)
主軸旋轉(zhuǎn)伺服電機(jī)(廣州數(shù)控型號(hào)ZJY208-11BM-B3(Y1),額定功率11KW,額定轉(zhuǎn)速1500rpm),通過減速機(jī)減速后輸出 ,再經(jīng)過三排鏈再一次減速后傳給主軸套,主軸套轉(zhuǎn)動(dòng)通過對(duì)鍵帶動(dòng)主軸旋轉(zhuǎn),實(shí)現(xiàn)主軸的旋轉(zhuǎn)運(yùn)動(dòng)。
主軸內(nèi)的兩個(gè)頂桿用于傳遞珩磨頭漲出的進(jìn)給運(yùn)動(dòng)設(shè)置的,內(nèi)(細(xì))頂桿用于粗珩進(jìn)給,外(粗)頂桿用于精珩進(jìn)給。
(2)主軸往復(fù)機(jī)構(gòu)
主軸往復(fù)機(jī)構(gòu)為我公司專利機(jī)構(gòu),是伺服電機(jī)與液壓伺服閥的組合機(jī)構(gòu),利用伺服電機(jī)的控制特性,配合液壓伺服閥的跟隨性組成了主軸往復(fù)機(jī)構(gòu),此機(jī)構(gòu)可通過伺服系統(tǒng)的程序控制主軸往復(fù)的速度與位置,達(dá)到精確控制的目的.使主軸具有較高的換向加速度。
本機(jī)床采用廣州數(shù)控GSK980Ha珩磨專用數(shù)控系統(tǒng),往復(fù)伺服電機(jī)、液壓伺服閥、往復(fù)油缸構(gòu)成了我廠專有的液壓伺服往復(fù)隨動(dòng)系統(tǒng)。活塞桿的密封由V型橡膠密封圈組件來實(shí)現(xiàn)。
(3)進(jìn)給機(jī)構(gòu)
進(jìn)給機(jī)構(gòu)為粗精兩級(jí)液壓進(jìn)給機(jī)構(gòu),上部為粗進(jìn)給油缸,缸徑25mm;下部為精進(jìn)給油缸.通過電磁閥的切換可實(shí)現(xiàn)粗精進(jìn)給的單獨(dú)控制.進(jìn)給機(jī)構(gòu)的上部與主軸往復(fù)機(jī)構(gòu)連接,下部與主軸連接。
(4)液壓系統(tǒng)
電機(jī)驅(qū)動(dòng)柱塞變量泵為液壓系統(tǒng)提供動(dòng)力,注意:首次(或停機(jī)較長時(shí)間再次使用機(jī)床)啟動(dòng)液壓泵時(shí),需從泵的泄油口向泵內(nèi)注入潔凈的液壓油后,再啟動(dòng)液壓泵。
【1】機(jī)床主軸往復(fù)運(yùn)動(dòng):油泵電機(jī)5.5KW/1470r/min,油泵額定壓力5.5MPa,額定流量38mL/r;主軸往復(fù)運(yùn)動(dòng)控制閥塊安裝在機(jī)床頂部靠近油缸的位置,D1閥得電,液壓鎖打開,為主軸的往復(fù)運(yùn)動(dòng)做好了準(zhǔn)備,在伺服電機(jī)的控制下,液壓伺服閥驅(qū)動(dòng)油缸活塞的速度與位置實(shí)現(xiàn)主軸的往復(fù)運(yùn)動(dòng)。
【2】進(jìn)給運(yùn)動(dòng):油泵電機(jī)2.2KW1450r/min /,油泵額定壓力5MPa,額定流量16mL/r;進(jìn)給運(yùn)動(dòng)控制閥塊安裝在機(jī)床頂部靠近進(jìn)給油缸的位置。
本系統(tǒng)為定壓進(jìn)給控制,以達(dá)到珩磨表面質(zhì)量的要求。
(5)測(cè)量系統(tǒng)【選配:加工機(jī)床尾座時(shí),不能上自動(dòng)測(cè)量,只能時(shí)間控制尺寸。】

本機(jī)床配備氣動(dòng)自動(dòng)測(cè)量系統(tǒng),在珩磨加工過程中,自動(dòng)測(cè)量儀動(dòng)態(tài)跟蹤被加工工件孔的尺寸變化,達(dá)到設(shè)定加工尺寸后,自動(dòng)終止珩磨加工。
自動(dòng)測(cè)量珩磨頭、自動(dòng)測(cè)量儀、旋轉(zhuǎn)密封機(jī)構(gòu)、壓縮空氣過濾穩(wěn)壓元件組成本機(jī)床的自測(cè)系統(tǒng)。自動(dòng)測(cè)量儀部分的調(diào)整及使用注意事項(xiàng),請(qǐng)?jiān)敿?xì)閱讀由量儀生產(chǎn)廠提供的自動(dòng)測(cè)量儀使用說明書,為更有效的使用本機(jī)床自測(cè)系統(tǒng)。
(6)珩磨頭及連桿
珩磨頭通過連桿與主軸相接,粗、精珩在一體的珩磨頭稱雙進(jìn)給珩磨頭,根據(jù)珩孔直徑的大小,雙進(jìn)給珩磨頭粗、精珩砂條座的數(shù)量有不同的組合。珩磨砂條的選用,應(yīng)根據(jù)被加工件的材質(zhì)、硬度、珩磨余量及表面粗糙度要求等具體情況來進(jìn)行,建議優(yōu)先選用超硬磨料的砂條(人造金剛石或立方氮化硼)。
二、2MK2225×70YSB立式數(shù)控珩磨機(jī)的主要技術(shù)參數(shù)

珩磨工具的選擇
根據(jù)用戶的不同零件的加工要求,選擇相應(yīng)的珩磨工具。

對(duì)于工件的珩磨加工,我們根據(jù)實(shí)際情況選擇雙進(jìn)給珩磨頭或單進(jìn)給磨頭結(jié)構(gòu),磨頭結(jié)構(gòu)最后根據(jù)工件前序達(dá)到的精度要求確定。零件的加工在珩磨過程中完成。
加工缸體的工藝參數(shù)
根據(jù)貴公司的加工工件的要求,選用以下工具
(1)珩磨頭
根據(jù)實(shí)際情況選用珩磨頭工具:型號(hào):DHMT珩磨頭來滿足孔的加工;
(2)珩磨油石
為了達(dá)到零件表面要求,選用金剛石油石進(jìn)行珩磨,油石的正確選用是達(dá)到零件網(wǎng)紋的根本。
希望能夠通過介紹,引進(jìn)先進(jìn)的制造加工工藝給貴司,我們將為貴司提供不間斷的技術(shù)支持。
1011061863@qq.com






